
零下-60℃度超低温VOCs废气冷凝回收处理系统


用于VOCs气体单物料或多物料冷凝回收(使用范围):
(1)苯类有机废气冷凝回收:甲苯、二甲苯、苯、乙苯、苯乙烯、氯苯。
(2)酮类有机废气冷凝回收:丙酮、丁酮、环乙酮、庚酮。
(3)醇类有机废气冷凝回收:甲醇、乙醇、丁醇、异丙醇、戊醇。
(4)酯类有机废气冷凝回收:醋酸甲酯、醋酸乙酯、醋酸丁酯、香焦水、丙酸乙酯、丁
乙酯、碳酸二乙酯。
(5)烷类有机废气冷凝回收:正己烷、甲基戊烷、正庚烷、正辛烷、甲基戊烷、环戊烷、
环己烷、环己烯、松节油、二氯甲烷、二氯乙烷、三氯丙烷、三氯乙烷、四氯化碳、溴丙烷
、溴甲烷、氯丁烷、戊烷、庚烷、己烷、白电油。
(6)烯类有机废气冷凝回收:二氯乙烯、三氯乙烯、四氯乙烯。
(7)醚类有机废气冷凝回收:乙醚、丙醚、石油醚。
(8)其他:DMF有机废气冷凝回收、醛类、乙腈、丙腈、戊腈、溶剂油、汽油。
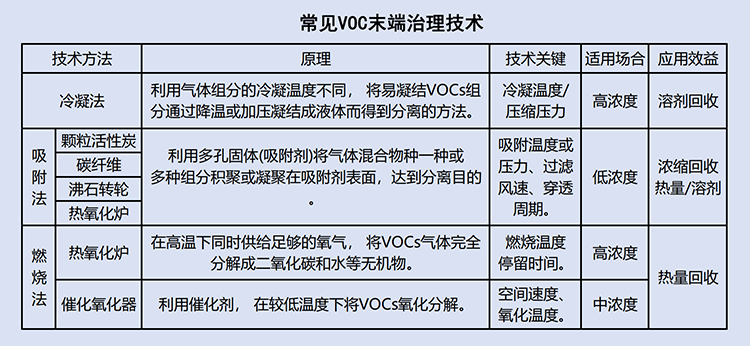
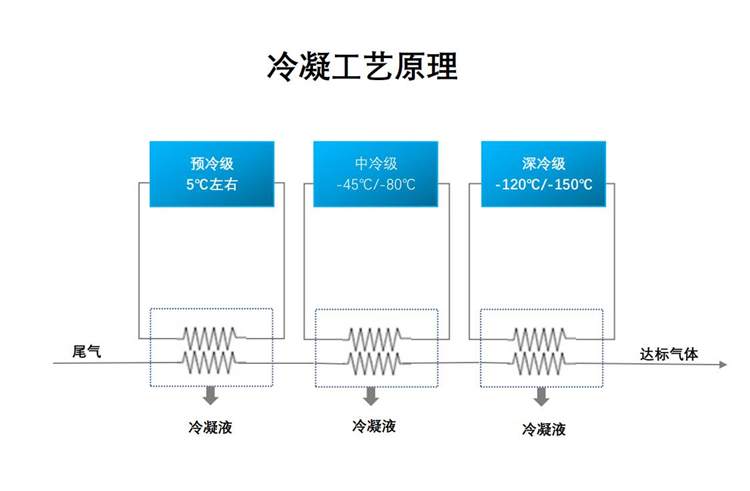
冷凝法的优势:
1、相对于采用RCO、RTO等焚烧处理工艺;冷凝法无**距离,整机防爆。
2、机组占地面积小,不受环境地形影响。
3、处理**稳定,节省投资。
4、不需要更换活性炭,不需要处理微废费用。
5、化工制药等废气可以冷凝回收,回收效益可观,有较高的回收经济效益。
6、特别适用于适合高浓度、难处理的、无法采用RCO/RTO直接燃烧等工况的废气。

废气深冷机组 、废气处理超低温冷冻机组、复叠式超低温冷水机厂家 -190℃至-40℃制冷机厂家定做
北京永晟嘉和科技有限公司,开发的超低温复叠式冷冻机组(深冷低温机组)-190℃至-40℃,被广泛应用于航空航天、科研院所、化工医药、新材料、超导、环保等高科技及研发领域。
深冷机组具体应用领域:
1、制药:合成,水解,酯化,醚化等需要控温的工艺。
2、化工:精馏提纯、橡胶粉碎、低温研磨。
3、金属处理:低温装配、低温沾火。
4、食品:金枪鱼等超低温食品加工储藏。
5、电子:零部件环境试验。
6、航空航天:热沉实验、零部件环境模拟试验。
7、环保:废气冷凝回收,净排放。
超低温复叠式冷冻机组(复叠式冷冻机组)与液氮相比的优势:
1、使用液氮的费用是使用超低温复叠式冷冻机组的电费7-10倍;(液氮汽化热为5.6KJ/mol=200kJ,制冷功率为 1kw.h,需要消耗18KG=22升的液氮)。
2、低温冷冻机组可以控温,而液氮控温较难。
3、液氮的运输与保存繁琐,一旦中断将停止生产。
4、使用液氮具有一定的危险性,需要使用许可证。
复叠式深冷机组特点:
复叠式深冷机组应用在制药、化工、航天热沉实验等行业中时,通常在超低温冷冻机与用户的负载反应罐之间,需要一套载冷剂循环系统。主要原因有:
1、一般用户的负载体积较大,如果负载需要温度均匀必须充满制冷剂,但在常温下大量的低温型制冷剂将变成气体,气体的体积和压力较大,设备自身将无法满足。
2、用户现场的负载与制冷机房距离较远,负载区通常为洁净、防爆、静音区, 载冷剂循环系统可将深冷机组和负载区域离开。
3、通常冷量是通过负载内的换热盘管对负载内物料进行冷却的,一旦换热盘管发生泄漏,将可能对物料产生污染,而载冷剂系统通常使用的是与物料溶媒的物质,因此即使泄漏,可以的避免污染的可能性。
4、复叠式深冷机组载冷剂也是一种储蓄冷量的载体,当负载变化较大时,可以通过载冷剂来调节。这样有利于控温和节能。一般来讲,负载波动越大,载冷剂要求的量越多。
5、换热效率较液氮高。液氮利用蒸发潜热来释放冷量,液氮吸热后变成气态,盘管内的出现汽液两相混合的状态,产生较大的气阻,流量急剧减小,使得液态的氮不能与管壁接触,换热效率大大下降。
复叠式冷水机组 低温冷冻机 深冷冷水机厂家 超低温零下-190℃度冷冻机 生产厂家







